Product Categories
Contact Us
Tel:+86-757-23330332
Fax:+86-757-23330332
Ph:+8613826028993
E-mail: joybai@kaikaimachine.com
Add:2-3C Tower #13, Shunlian International Machine City, Chencun Town, Shunde District, Foshan City, Guangdong, China
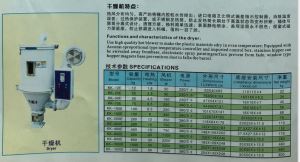
In the injection process, the main purpose of controlling the mold temperature is to heat the mold to the working temperature, and the second is to keep the mold temperature constant at the working temperature. If the above two points are successful, the cycle time can be optimized to ensure the stable high quality of the injection molded parts.
Mold temperature will affect surface quality, fluidity, shrinkage, injection cycle and deformation. Excessive or insufficient mold temperature will have different effects on different materials. For thermoplastics, higher mold temperatures usually improve surface quality and fluidity, but extend cooling times and injection cycles. A lower mold temperature will reduce the shrinkage in the mold, but will increase the shrinkage of the injection molded part after demolding.
For thermosetting plastics, a higher mold temperature usually reduces cycle time, and the time is determined by the time required for the part to cool. In addition, in the processing of plastics, a higher mold temperature will reduce the plasticization time and reduce the number of cycles.
Working principle
The mold temperature machine is composed of water tank, heating and cooling system, power transmission system, liquid level control system, temperature sensor, injection port and other components. Under normal circumstances, the pump in the power transmission system makes the hot fluid reach the mold from the water tank with built-in heater and cooler, and then returns from the mold to the water tank; the temperature sensor measures the temperature of the hot fluid and transmits the data to the Controller; the controller regulates the temperature of the hot fluid, thereby indirectly regulating the temperature of the mold.
If the temperature of the mold exceeds the set value of the controller in production, the controller will open the solenoid valve to connect the water inlet pipe until the temperature of the hot fluid, that is, the temperature of the mold returns to the set value.
Previous: Introduction of chiller
Related Industry Knowledge
- Injection molding machine auxiliary...
- Technical parameters of injection m...
- Classification of vertical injectio...
- Classification of vertical injectio...
- Characteristics of vertical injecti...
- Classification of injection molding...
- Model of injection molding machine
- How to choose a vertical injection ...
- Specification for plastic or color ...
- Introduction of chiller
- Basic process of injection molding ...
- Fast hot cold injection mold temper...
- Multicolor injection molding
- Basic dimensions of clamping device
- Clamping force of basic parameters ...
- Plasticizing ability of basic param...
- Injection rate of basic parameters ...
- Injection pressure of basic paramet...
- Theoretical injection volume of bas...
- Hydraulic-mechanical type of mold c...